
Not for the faint hearted this section !
I have lost count of the number of times I have read and re-read the section on wing mounting …. having settled the body with the tail up on a trestle and made sure it was flat horizontal in all planes you can then get the wings set at the 3 degree lower dihedral and the 1 degree upper (see previous entries below).
You then need the jury struts in place and supporting as well as the cross rigging of flying and landing wires not tight but firm enough to support the now trapezoid structure. I also went for a roof mounted bungee (or two) to provide a safety ‘net’ in case something gave. This was in addition to floor based 2 x 1 batons clamped either side of the centre ribs in two positions – so in all 4 floor based supports and 2 ceiling based .. You DONT want this collapsing !
Then, with the aid of at least 2 additional helpers you need to part the ‘paired’ wings from one side from the body. This is to open the cap to the root to get working space for the boss drill guide and clamps etc.
Then my 2nd ‘phonecall with Paul at TLAC to talk through I then created a word guide document with pictures of what it might look like BEFORE drilling.
START:
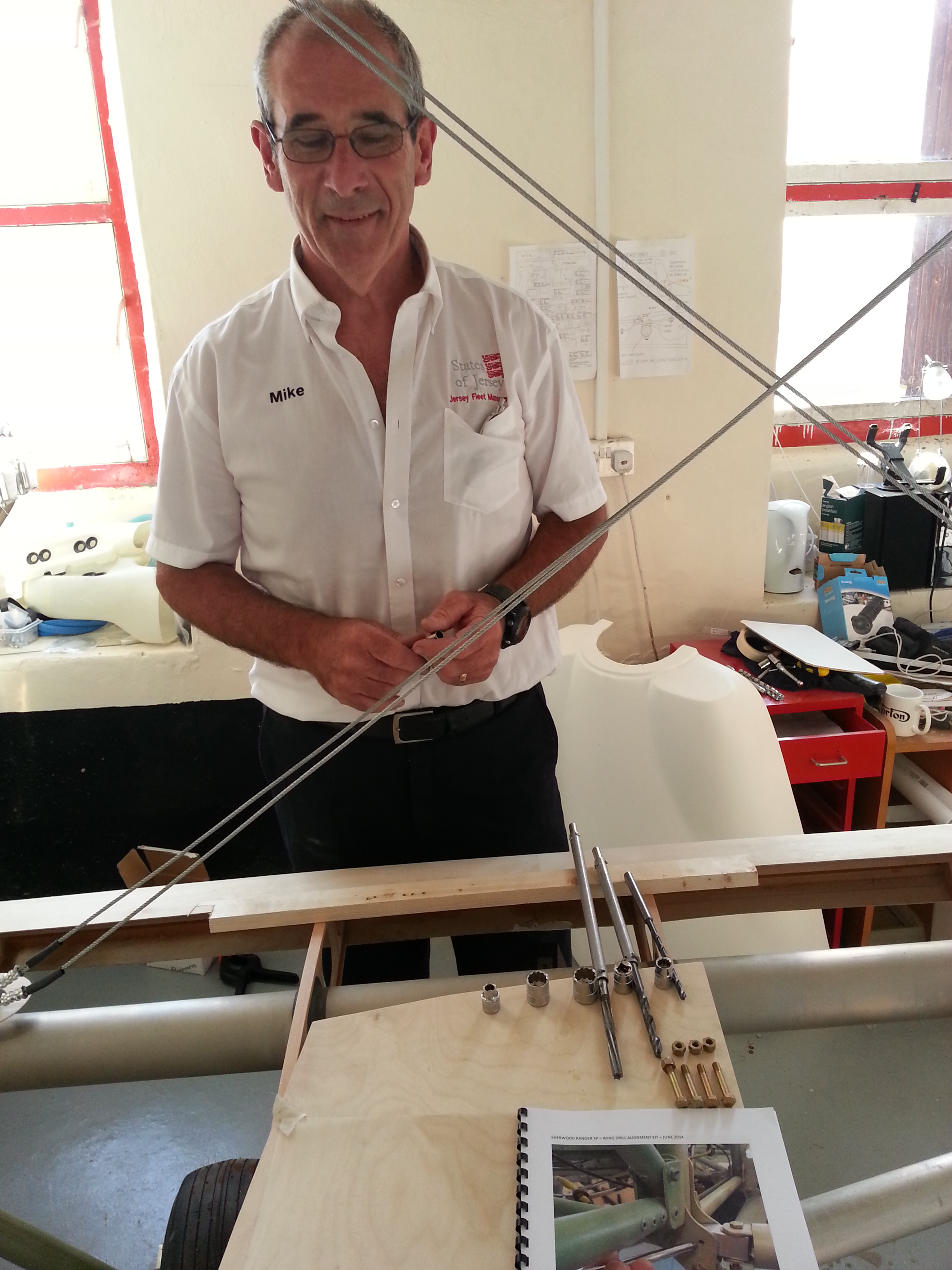
FIG 1: Lay your tools out (My local engineer guru – Mike !)

FIG 2 : The alignment peg will be placed through the alignment tool (as shown in fig 2)
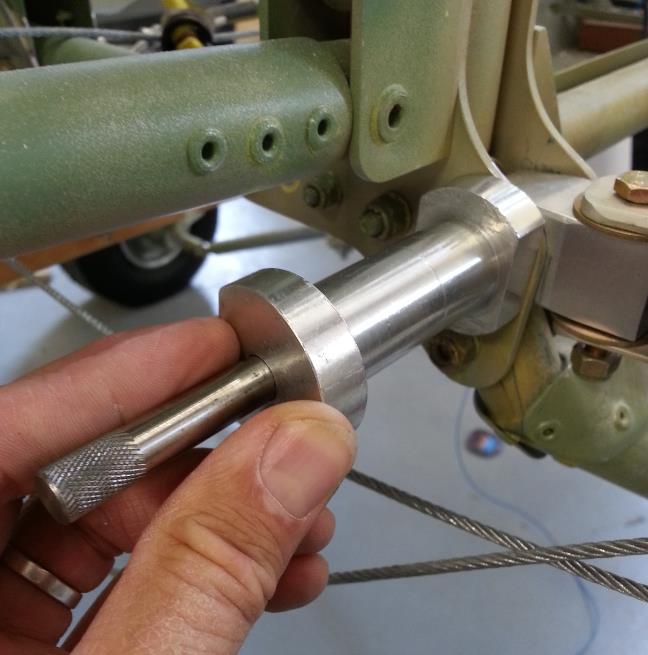
FIG 3 : Place the Alignment bush FLAT FACE on the rear of the REAR bracket on the body at the trailing edge of the wing

FIG 4: Use the special clamps to clamp the alignment tool in place WHILST Retaining the centre alignment pin in place – remove once clamped

FIG 5 – Make sure the alignment pin twizzles freely after clamping and BEFORE drilling …. Line of site – eye through to make sure it looks aligned as well as feeling aligned
SEQUENCE ON REAR HOLES ONLY (TOP AND BOTTOM)
- Align with peg / pin and withdraw
- Slide in bushed steel tube – which fully supports small drill
- Small drill – right through – very slowly – even pressure
- Take care as drill speeds up towards end to prevent overspeed
- LOTS OF LUBE AND COOLANT

FIG 6 – Get settled comfortably and support drill square, EVEN pressure, SLOW speed
DO REAR FRAME BRACKETS RIGHT THROUGH

FIG 7: Now clamp the FLAT end on the FRONT Fuselage bracket
SEQUENCE ON FRONT HOLES ONLY (TOP AND BOTTOM)
- Align with peg / pin and withdraw
- Slide in bushed steel tube
- Small drill
- Remove tube
- Large drill
- Reamer – NEVER REVERSE REAMER ALWAYS KEEP IT GOING FORWARD SLOWLY
LOTS OF LUBE AND COOLANT

FIG 8: Line of site look through FRONT hole
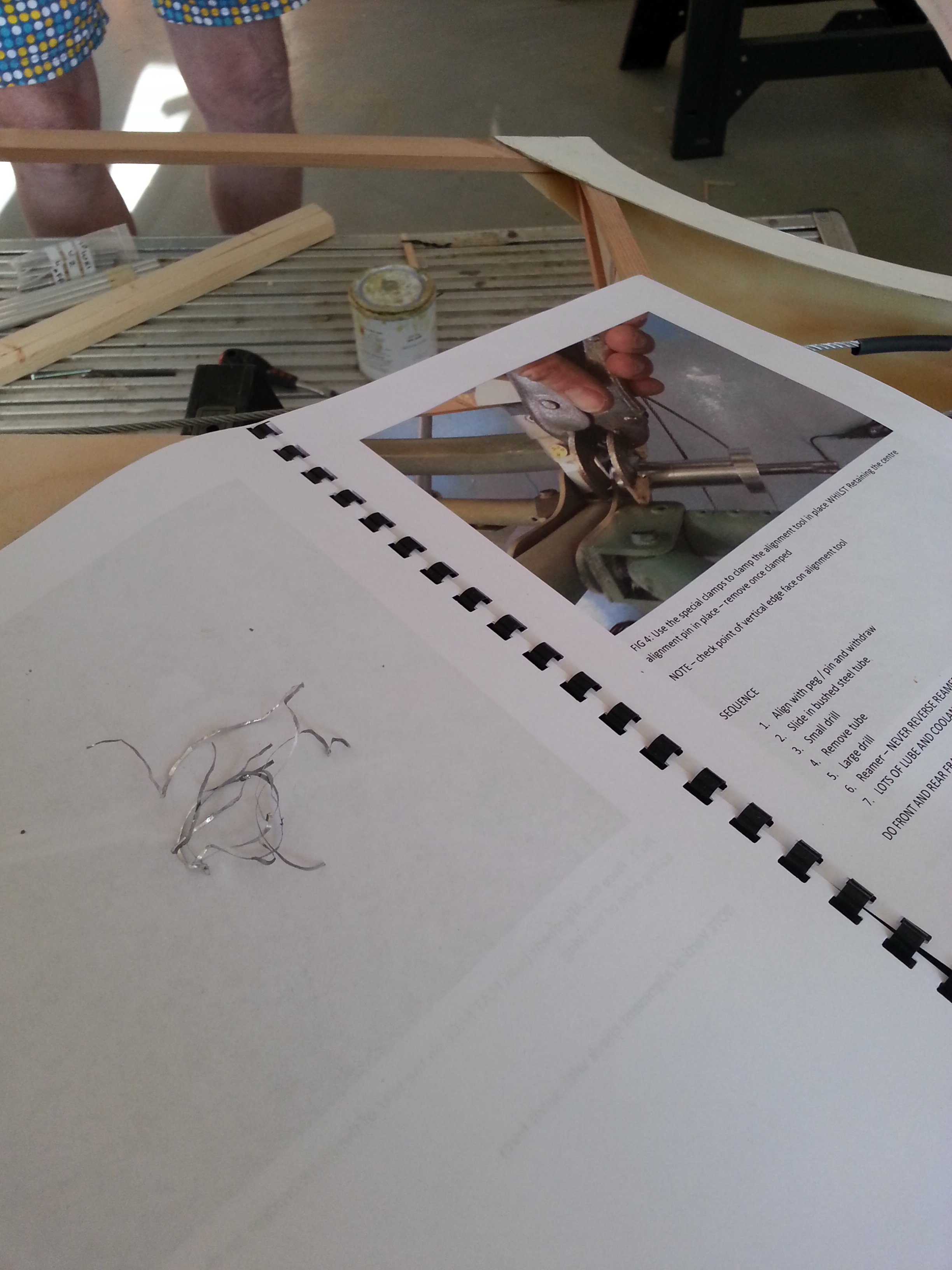
FIG 9: If you have used a proper pressure you should have continuous cut on swarfe

FIG 9: Extended drill bit mount to clear airframe structure
USE the same techniques as above when pre aligning with a central peg and push, withdrawing and then inserting sleeve to accurately guide ¼” drill bit
ALL DRILLING SLOWLY AND LUBE EXTENSIVELY

FIG 10: Reamer leaves pin very tight – expected
Note reamer is tapered for half of its length to provide a tight close fit

Leave a comment