
So … the saga continues … having got them out as simple as … well simple … !
The new bolts just dont seem right …. I should qualify that ….
A couple don’t appear to want to ‘grab’ …. further investigation …and the new bolts are only 1” long 5/16” thread … the old ones are 1 1/4” long … on checking it looks like Jabiru recommend the longer ones .. especially as a double washer Nordloc on the new bolt effectively reduces the usable length even more
Further research on the torque setting this evening … the below from an Australian posting
Jabiru Flywheel Bolts Important Notice.
Anton Lawrence RAANZ Tech Officer
Over the last couple of years there has been an increasing awareness of a problem with the flywheel retaining bolts in the Jabiru 2200 and 3300 engine. The problem is simple enough to identify, the bolts are breaking and have caused in-flight engine failure. The cause has been much harder to identify and has been blamed on loose prop and prop extension bolts. There can be no question that loose bolts in this area will transfer harmonic vibrations down the crank and precipitate movement of the flywheel parts. Examination of the timing gear on engines with broken bolts has identified severe fretting of the gear against the end of the crank, this cyclic movement is the reason the bolts are breaking. The retaining bolts are 5/16th socket cap screws property class 12.9, although some of these are threaded full length, which wouldn’t normally be considered best practice, all the bolts are fracturing on the shear line.
12.9 bolts have an ultimate tensile strength of 1220 MPa and yield strength of 1100 MPa, it is normal to tighten these to within 90% of yield; this is to ensure proper clamp pressure of the parts. This would cause the Jabiru bolts to elongate by about 5 thou and is the mechanism by which clamp pressure is maintained. A company in Hamilton, Assesco has analysed this joint and come up with a torque figure of 41Nm for these bolts with lubricated threads and washer face. I have used the formula from MIL-HDBK-60 and come up with a figure of 43Nm using the same lubrication and 56Nm with no lubrication. The Jabiru manual states a figure of 24Nm for these bolts with out lubrication, it is my belief that this where the problem partly lies. ( Jabiru apparently now recommend 32Nm but this is still almost 1⁄2 the maximum preload the bolts can take.)
The CAA is working on an AD for these engines which will most likely require the bolts to be replaced every 100hrs. It is very important that as part of the replacement procedure the timing gear is removed and inspected, if there is any sign of fretting the part should be replaced and equally important is that the bolts are replaced irrespective of their appearance.
Jabiru are now fitting three 1/4inch dowels into the end of the crank in an attempt to prevent this fretting, any new gear will have holes for these dowels pre drilled. The fitting of the dowels into the crank is a very precise job and should not be attempted by anyone other than a qualified fitter, engineer or toolmaker. Assesco is one company which has already completed ten of these dowel fitting operations, I don’t want this article to appear to be advert for one company or an other, so if you want their contact details you can contact me directly and I will pass them on to you.
In conclusion, if you have an unmodified Jabiru engine of ether type in any aircraft type you should immediately have the flywheel bolts and timing gear inspected, if all looks OK you should replace the bolts (reminder, 12.9 bolts should never be reused) and tighten them to between 41Nm to 43Nm using molybdenum grease as a lubricant in the threads and under the head, don’t get any grease on the bearing surfaces. If you use Loctite 620 in the threads and grease under the head you should tighten to 46Nm, Loctite 620 and no grease tighten to 53Nm.
If you are going to tighten these bolts to the above figures it is vital the bolt has a 1⁄2”diameter minimum hardened washer under the head, if not the bolt will embed into the alloy parts and preload will be lost.
Check the prop bolts and prop extension bolts for correct tightening and also check to ensure the extension is running true and the tracking is within 3mm, on some aircraft these have been found to be well off centre. If you have 10mm prop flange extension cap screws installed with Loctite 620, you can take them to 89Nm to reach 90% of yield.
I have also checked the torque for the Crankshaft Prop Flange Cap Screws as these have also been found slightly loose, Jabiru recommends 40Nm but these bolts are capable of taking 83Nm.
If all these bolts are tightened correctly and all the parts are running true it should be possible to eliminate the problem of broken bolts.
When tightening bolts you should tighten to halve the required amount following the tightening sequence, leave for an hour (no longer if using Loctite 620) to allow for local relaxation and then complete the tightening in one movement so as not to get stuck with static friction at a lower level, I have calculated the turn of the nut (5/16 cap screw) from snug tight to 43Nm be only 48deg so take care.
Some notes on Loctite:
Jabiru has apparently changed their recommendation of Loctite 262 to 620 for the above parts. 620 is not specified as a thread lock product but Loctite assure me it is good for the job as it has a longer time before cure and higher temperature capabilities, you can download all the data sheets from http://www.loctite.co.nz Unfortunately you won’t find the friction coefficients or nut factors on these sheets, I have had to dig deeper to get these directly from Loctite.
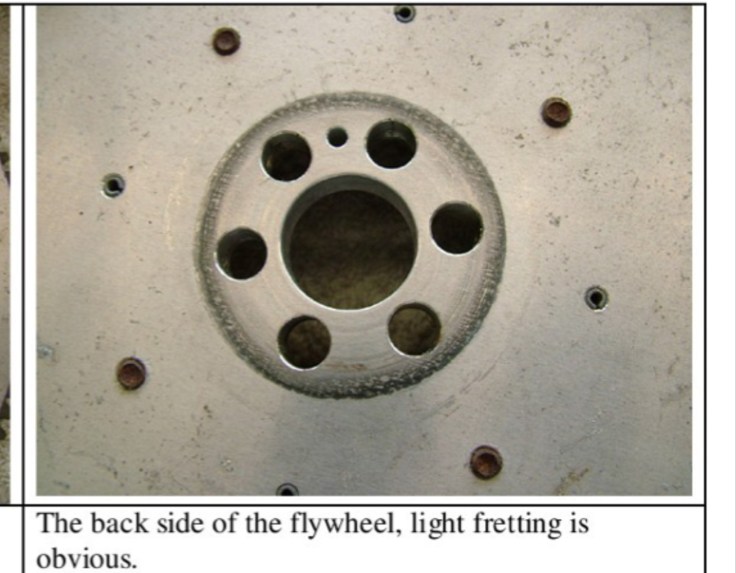
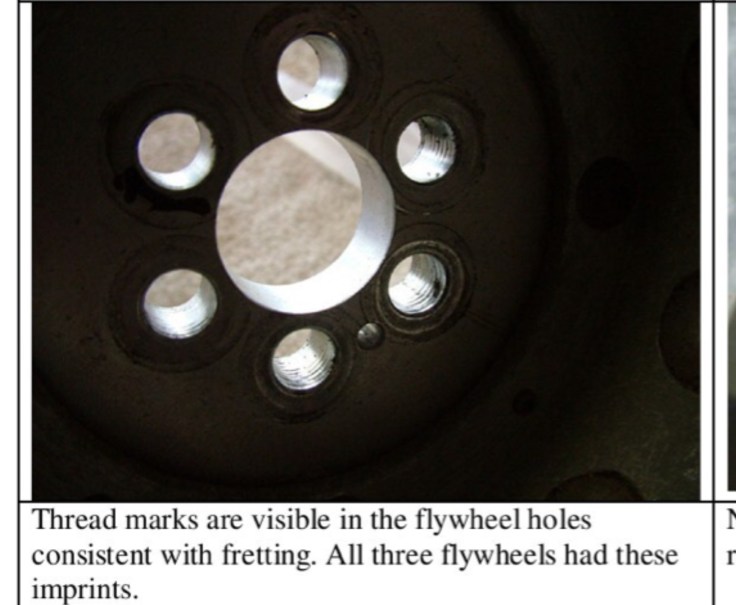
Check for signs of fretting … fretting being where any chance of movement between faces causes the facs to rub against each other … wear indication would be a sign of slackness in the fitting

Leave a comment